Guide to choosing and installing different types of screws
Different types of screws have different applications. It is important to ensure that the size and installation is correct for each type of application. Here are some tips to choosing the right types of screws:
There are a number of things to consider when installing screws:
Dimensions of the screw
Drive type (i.e. which tool to use to drive the screw)
Material (some materials will need larger holes for the same screw size)
Thread engagement (how much of the thread is engaged)
To avoid choosing the incorrect screw or misaligning the screw, it is important to consider the above factors. You can see the different types of screws offered by Milsons and the applications they are suited to here.
Machine screws are quite small, with finer threads than other types of screws. It is often used in engineering assemblies and electronics, where the distances between components are quite small so precision is important. Unlike other screws which have a pointed end, machine screws require a pilot hole and pre-drilled hole. The shape of the slot (also called drive recess) and screw head will tell you which type of screwdriver to use. For example, Milsons offers Phillips screws, which would need a Phillips screwdriver. Meanwhile, the round slot screws will need a flat-end screwdriver.
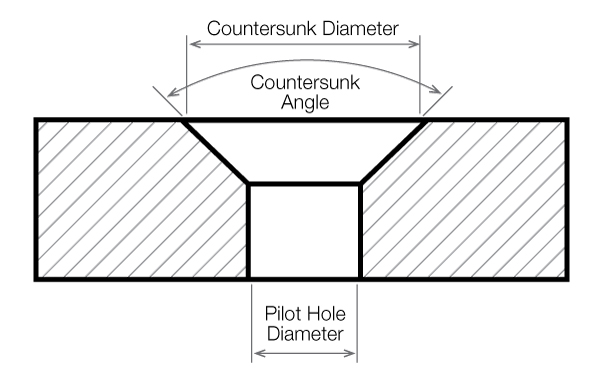
Machine Screw Pilot Hole and Countersunk Diameters
Pilot Hole Diameter
Fastener Size (Thread)
Close Fit H12
Normal Fit H13
Loose Fit H14
Countersunk Diameter
Countersunk Angle
M2
2.2
2.4
2.6
4.4
90
M2.5
2.7
2.9
3.1
5.5
90
M3
3.2
3.4
3.6
6.3
90
M3.5
3.7
3.9
4.2
8.2
90
M4
4.3
4.5
4.8
9.4
90
M5
5.3
5.5
5.8
10.4
90
M6
6.4
6.6
7
12.6
90
M8
8.4
9
10
17.3
90
M10
10.5
11
12
20
90
All dimensions are in mm, except the countersunk diameter and angle.
Machine Screws
1a. Countersunk Screws
Most screws come with a variation of head types, countersunk screws are needed in applications where the screwhead should be flush or flat with the surface. Refer to countersunk metric screw charts which will tell you the dimensions of the pilot hole and countersunk diameter for each screw size. Here is the ANSI metric chart for countersunk machine screws to use as a guide:
1b. Pan Head machine screws
For pan head machine screws and any other type of machine screw with a flat head, you can use a tap & drill chart to determine clearances. See table below as a guide:
1c. Metric Tap & Clearance Drill Sizes
Tap Drill
Clearance Drill
75% Thread for Aluminium, Brass & Plastics
50% Thread for Steel, Stainless & Iron
Close Fit
Standard Fit
Screw Size, mm
Thread Pitch, mm
Drill Size, mm
Closest American Drill
Drill Size, mm
Closest American Drill
Drill Size, mm
Closest American Drill
Drill Size, mm
Closest American Drill
M1.5
0.35
1.15
56
1.25
55
1.60
1/16
1.65
52
M1.6
0.35
1.25
55
1.35
54
1.70
51
1.75
50
M1.8
0.35
1.45
53
1.55
1/16
1.90
49
2.00
5/64
M2
0.45
1.55
1/6
1.70
51
2.10
45
2.20
44
0.40
1.60
52
1.75
50
2.10
45
2.20
44
M2.2
0.45
1.75
50
1.90
48
2.30
3/32
2.40
41
M2.5
0.45
2.05
46
2.20
44
2.65
37
2.75
7/64
M3
0.60
2.40
41
2.60
37
5.15
1/8
3.30
30
0.50
2.50
39
2.70
36
5.15
1/8
3.30
30
M3.5
0.60
2.90
32
3.10
31
3.70
27
3.85
24
M4
0.75
3.25
30
3.50
28
4.20
19
4.40
17
0.70
3.30
30
3.50
28
4.20
19
4.40
17
M4.5
0.75
3.75
25
4.00
22
4.75
13
5.00
9
M5
1.00
4.00
21
4.40
11/64
5.25
5
5.50
7/32
0.90
4.10
20
4.40
17
5.25
5
5.50
7/32
0.80
4.20
19
4.50
16
5.25
5
5.50
7/32
M5.5
0.90
4.60
14
4.90
10
5.80
1
6.10
B
M6
1.00
5.00
8
5.40
4
6.30
E
6.60
G
0.75
5.25
4
5.50
7/32
6.30
E
6.60
G
M7
1.00
6.00
B
6.40
E
7.40
L
7.70
N
0.75
6.25
D
6.50
F
7.40
L
7.70
N
M8
1.25
6.80
H
7.20
J
8.40
Q
8.80
S
1.00
7.00
J
7.40
L
8.40
Q
8.80
S
2. Self- Drilling / Self-Tapping Screws
Self-tapping / Self drilling screws are fasteners that can cut their own threads in metal or wood surfaces, and do not require a pre-drilled hole. With self-tapping screws, extra care must be taken since the screw will be cutting its own thread and there is no pre-drilled hole to guide you.
2a. Choosing the right fastener
Self-tapping & Self-drilling screws are sized under ‘gauges’ (G). You can use the table below to convert the dimensions into metric.
There are some things to keep in mind while installing self-tapping screws:
Clamp the workpiece well to avoid misalignment and vibrations • Start slowly until you’ve drilled an initial pilot hole that can guide the rest of the drilling. You can also try doing this without a drill, by hand or with a screwdriver to cut a guide/pilot hole.
Apply light pressure with the drill, especially for a long screw
Going too fast can jam the screw inside the hole and melt the material around it, so both the screw and hole would be wasted. This is especially important for thicker and softer materials. Usually a manufacturer would state the maximum RPM (rotational speed of drill) for a particular screw during drilling.
If you are using self-tapping screws such as wood screws, truck deck screws, and particle board screws, you may need to countersink. This prevents the screw head sticking out from the surface and causing injuries. Countersinking will ensure the screw head is flush with the surface.
2c. Installing wood screws /
Bugle batten screws:
If you are using self-tapping screws for wood applications such as Bugle batten and wood screws, it is always best to create a pilot hole first. Ensure you clean the pilot hole before driving in the screw with a drill. The size of the pilot hole depends on the hardness of the wood and screw diameter. For softer woods, use a drill bit that is a bit smaller than the nominal screw diameter. For hardwoods, the pilot hole needs to be larger. So, choose a drill bit that is slightly larger than the nominal diameter.
2d. Installing self-drilling screws
into metal/sheet metal:
Self-drilling screws are also quite commonly used in metals and sheet metals. They can be used in softer metals such as aluminium, where it is easier to drill the hole with just a self-drilling screw. Some tips to keep in mind:
With metal screws, it is essential that you are using the correct material for the metal you are screwing into. The workpiece metal should be softer than the screw material. Stainless steel and carbon steel screws are the safest bet for most metals.
Though pilot holes are not needed, it is still best to create a ‘guide’ by turning the screw a few times slowly with a drill. The thicker the metal and longer the screw, the bigger the pilot hole will need to be.
If possible, use a clamp to secure the metal workpiece.
Do not use excessive pressure, especially with metals like steel and aluminium. The screw may break or get jammed, and will be hard to take out. For this, use a suitable RPM on the drill (follow the manufacturers guidance on suggested RPM).
Self Drilling Screws
Self Tapping Screws
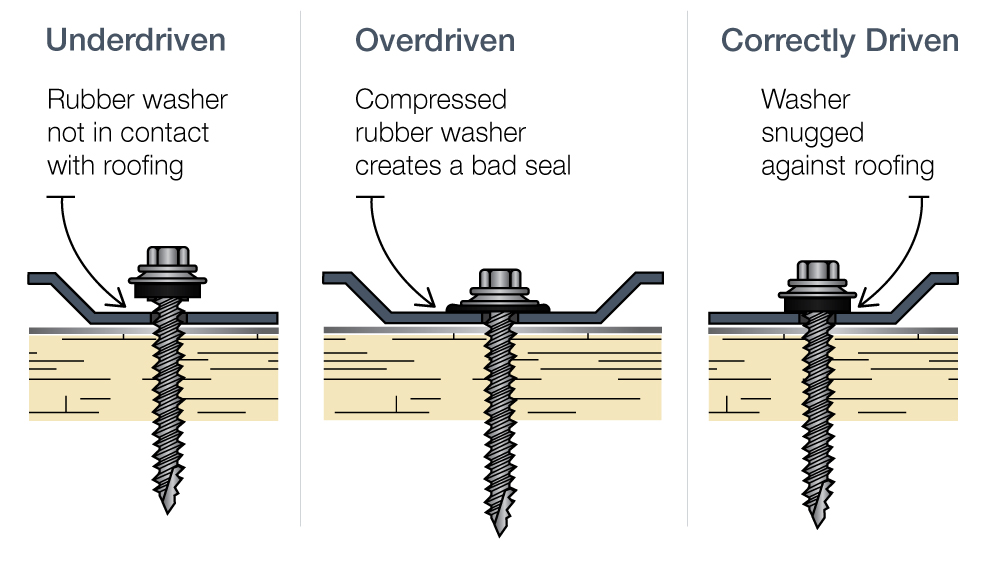
3. Over-driven and under-driven screws
Screws should be tightened to the right degree. If it’s over-driven, the screws and washers can be damaged, as well as the workpiece. Over-driving happens when you use too much force when drilling. Under-driving the screw can mean that the threads are not engaged properly and that the screw may come loose during vibrations.
The data provided in this document is for general guidance only and should not be solely relied upon when working to stringent specifications. We recommend consulting with qualified experts regarding any technical queries. This may change without written notice